

北京宣武拉膜机主骨架采用矩形管砼式焊接工艺;辊筒基板采用整体框架式结构。基板加工采用应力消除、平面精磨、加工中心等先进工艺,以确保机械根基强度和辊筒与基板的垂直度、辊筒相互之间平行度。这样才能确保带面稳定拉伸。
北京宣武生料带压胚机厂家_聚四氟乙烯分切机价格_ePTFE超滤膜生产线透气防水北京宣武聚四氟乙烯填充料薄膜设备_ePTFE质子交换膜生产线_生料带旋转混料机北京宣武生料带压膜机厂家_ePTFE净化膜设备_聚四氟乙烯防水膜设备
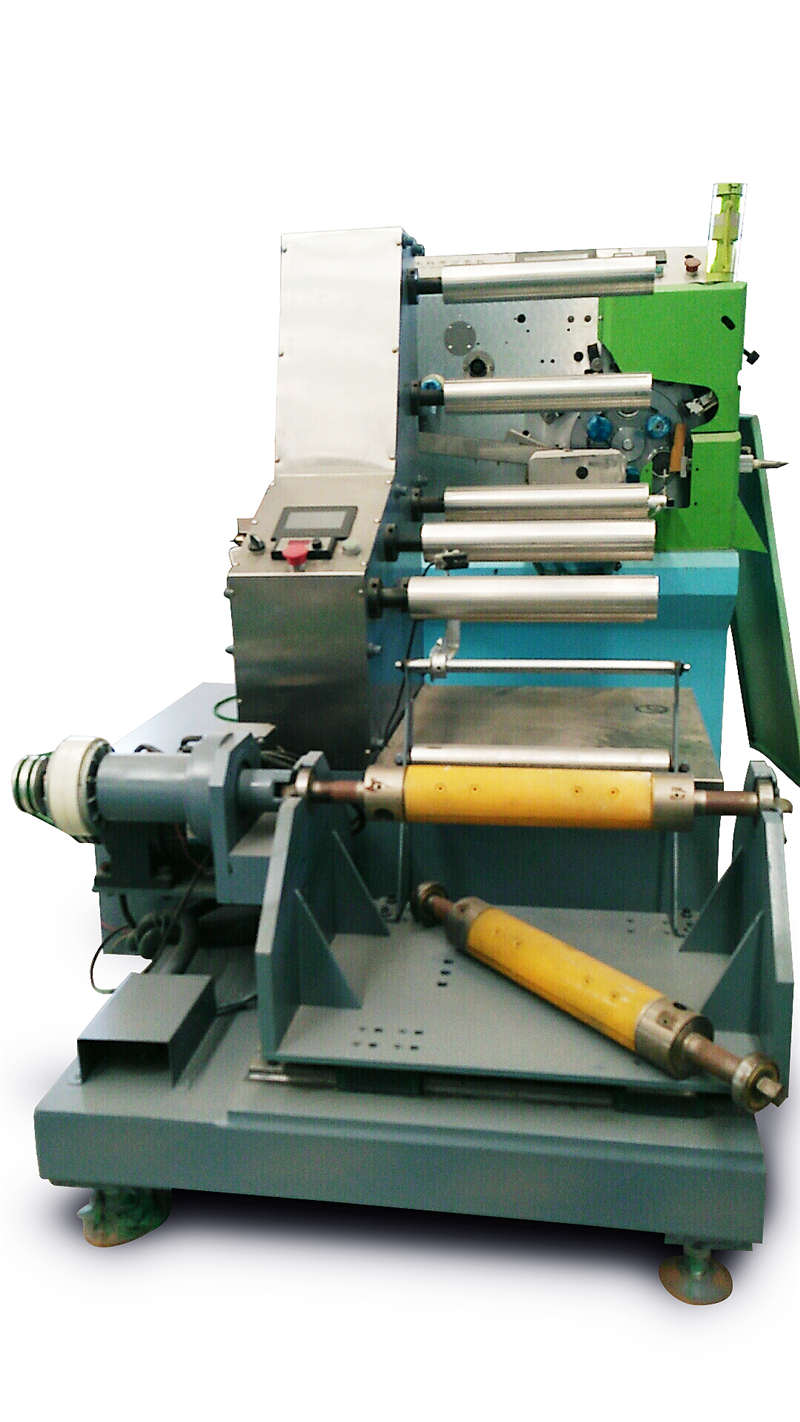
数控PTFE生料带拉膜机(14辊、增强型)
产品型号: KD-SKLM-300-Z
规格尺寸: 4500×1350×1850 mm(LWH)
整机重量: 4500 Kg
额定电压: 380V/50 Hz(三相五线制)
装机总功率: 36.7 Kw
a、运动电机功率: 3.75 Kw
b、辊加热功率: 34 Kw
c、辅热系统功率: 24 Kw(备选方案)
运行速度: 3-80 m/min
日产量(预估): 300-600 Kg
适用密度范围: 0.15-1.0
适用厚度范围: 0.06-0.5 mm
适用宽度范围: 100-300 mm
拉伸比范围: 1.5-25
拉伸比调节方式: 4组电机+双齿轮组合系统(区间任意比例)
放卷方式: 磨擦放卷
收卷布局: 双盘(错盘)、单盘、单辊
收卷驱动力矩: 恒张力(切线方向)
收卷动力: 步进+磁粉离合(自动调节)
收卷纠偏: 智能(手、自一体)
收卷纠偏方式: 中心偏摆式
纠偏电机: 锐特(步进)
纠偏电眼: 红外线/超声波感应器
冷却辊恒温系统: 循环自来水
辊面精准受热宽度: 300 mm
辊表温精度: +/- 1 ℃
加热方式: 电阻式铸铝加热圈(铸高温铝380 ℃)
主机墙板厚度: 20 mm
加热辊数量: 14 pcs
冷却辊数量: 3 pcs
加热辊: Ø200 mm(45#钢镀硬铬)、长度:360 mm
冷却辊: Ø160 mm(SUS304、铝合金)、长度:380 mm
过渡辊: Ø68 mm(SUS304)、长度:380 mm
标准件品牌:
触摸屏: DELTA 、10吋(人机界面)
PLC: DELTA (台湾)
变频器: DELTA (台湾)
温控模块: DELTA (台湾)
辅助电器: SCHNEIDER (法国)、OMRON (日本)
导电环材质: 铜/银(杭州百旋)(选配)
精密轴承: HRB(哈尔滨)
电机品牌: 台湾雨田、中大
技术要点说明:
1、框架结构:本机主骨架采用矩形管砼式焊接工艺;辊筒基板采用整体框架式结构。基板加工采用应力消除、平面精磨、加工中心等先进工艺,以确保机械根基强度和辊筒与基板的垂直度、辊筒相互之间平行度。这样才能确保带面稳定拉伸。
2、无极变速功能:采用4组电机多驱动模式,且相互关联同步,以达到无间隙对接,从而实现无极变速拉伸功能。
3、数控多段拉伸:4组电机之间调整不同变量与多组齿轮排列组合方式配合,以达到多种模式拉伸比,且相互同步关联,以确保任意拉伸比无盲区。
4、拉伸比控制:根据不同的产品和原料带,我们都有相关的参考拉伸比参数显示,以确保产品的稳定性。
5、大辊筒加热模式:采用大辊筒、大包角原理,增加原料带加热面积,充分均匀软化原料带,为拉伸料带稳定创造必备条件。
6、短距离多次拉伸:料带软化后采取短距离多次重复小拉伸,有利于料带纤维均匀且不易断裂,而且减小料带宽缩比。
7、智能定型:根据不同的原料带特性而设定相应温度,在大辊筒大包角情况下,将拉伸后料带彻底定型而不让其回缩,从而使料带达到稳定效果。
8、自动冷却:料带在高温制作出炉后,利用水辊内循环多次逐步冷却原理,将料带温度降至常温,使料带分切后不会因为冷收缩而受影响,以达到节能环保与产品稳定之功效。
9、加热自定义设定且智能启停:本机加热控制模式采用台湾台达集成温控模块(取代传统温控表模式),经过与触摸屏通信高速传输,可以在触摸屏上设定任意加热辊所需的相应温度,且将加热辊实时温度反馈传输给触摸屏,以达到加热辊与设定温度自动修正,减少误差、确保温控精准,从而实现加热智能起停。既能保证料带品质,又能更节能省电。
10、加热方式:采用辊筒内部加热,发热器采用电阻式铸铝加热圈,这样既能保证原料带经过辊面的所需有效温度,又能减少能耗,也降低了安全隐患。电阻式铸铝加热圈具有使用寿命长、发热量高、热能损失少、能耗低、安全、维护成本低等功效。
11、恒张力收带:本机收带采用可变张力控制系统。随着收料盘收料后直径在不断增加,而适时提供相应所需的切线方向收带张力,以确保料带线切方向拉力均恒,确保料盘内、外生料带受力一致。从而有效的杜绝料盘内、外部位料带因收带张力原因,而造成内外盘料带内薄外厚的情况。
12、收带长度可自定义且自动停机:在拉伸过程中设定所需要的相应长度,设备会根据预设定叠加长度,在米数到达时,机器会自动停止进入待机状态且报警提示。这样既可以减少料带浪费,又能实现一人操作多台机器,从而达到降低成本之目的。
13、原带完自动待机补料提示:当原带临近完毕时,机器会自动待机且报警提示加换原带,以保障机器安全使用和避免不必要浪费。
14、收带纠偏方式:纠偏方式采用手、自一体设计,用户可根据产品的实际需要选用不同的操作模式。自动纠偏可保障收带一侧边整齐,减少边带浪费。
15、收带盘方式:本机采用双盘交错方式收带,以避免生料带在拉伸分切过程中因静电而产生粘连,且盘面完度一致、侧面齐整。也可以采用收单盘或是不分切收成卷材。
16、速度控制:可根据产品的实际要求,随时可以在线调整机器运行速度,以确保产品质量和生产效率。
17、智能数据采集:设备根据设定、运行状况,将工作中的数据自动、实时上传至物联网服务端,以方便技术部进行数据分析与案例存档。
控精密拉膜机(Ø200辊-15、伺服型)
产品型号: KD-JMLM-400-SF(Ø200)
规格尺寸: 5600×1950×1950 mm(L/W/H)(参考尺寸)
整机重量: 约6500 Kg
额定电压: 380V/50 Hz(三相五线制)
装机总功率: 81 Kw
a、运动电机功率: 19.5 Kw (伺服)
b、收、放卷电机功率:0.75Kw×2 (伺服)
c、辊加热功率: 36 Kw
d、炉温辅热1功率: 12 Kw
e、炉温辅热2功率: 12 Kw
运行速度: 1-30 m/min、无级可调
拉伸比例: 0.95-15
拉伸方式: 单段、多段(任意自定义)
适用密度范围: 0.15-2.0
适用厚度范围: 0.06-0.5 mm
上、下料宽度: ≦100-350 mm
上、下料直径: ≦Ø500 mm
上、下料重量: ≦80 kg(本机气动上、下料)
收、放卷芯内径: Ø76 mm
收、放卷装置: 板条式气胀轴
收、放卷方式: 中心收卷、恒张力(切线方向)
收、放卷承重方式: 双支点式
收、放卷张力模块: DELTA(台达)
收、放卷恒张力控制: 重力传感器(30KG)/编码器
收卷纠偏方式: 线性位移
纠偏电机: 锐特(步进)
纠偏电眼: 红外线/超声波感应器
静电处理方式: 加装静电消除棒
冷却辊恒温系统: 循环水冷机组(无离子水)
辊面精准受热宽度: 360 mm
辊表温精度: +/- 1 ℃
加热方式: 电阻式铸铝加热圈(铸高温铝380 ℃)
炉体辅热温控: 智能调压模组
炉体环境温度控制: 炉内热风循环系统
轴承润滑系统: 智能
主动辊传动方式: 精密齿轮、同步轮+同步带
上下辊距调节范围: 不可调
拉伸辊相对切线长度:
整机主机板厚度: 30 mm(预应力消除)
整机基板结构: 辊轮基板为双整板砼式结构
拉伸箱体材质: 外胆Q235 2mm(钢板)、内胆SUS304 1.5mm(不锈钢)
拉伸箱体保温: 硅酸铝针刺毯破碎、夯实,保温层厚度120mm
辊筒稳定性: 主动辊0.04mm以内,被动辊0.08mm以内,光洁度0.2
标准件品牌:
触摸屏: DELTA 、10吋(人机界面)
PLC: DELTA (台湾)
变频器: DELTA (台湾)
伺服电机: DELTA (台湾)
步进电机: RTELLIGENT(深圳锐特)
伺服高速通信模块:Ether CAT(100M/s)(DELTA)
温控模块: DELTA (台湾)
张力模块: DELTA (台湾)
辅助电器: SCHNEIDER (法国)、OMRON (日本)
导电环材质: MOFLON银质(深圳默孚龙)
编码器: OMRON (日本)
精密轴承: NTN (日本)、HRB(哈尔滨)
行星减速机: SHIMPO (日本)
滚珠丝杆: HIWIN (台湾)
气缸部位: AIRTAC
技术要点说明:
1、多辊、多段拉伸:本机拉伸部位是采用多辊、多段开放式拉伸方式,内部辊结构分为预热辊、拉伸辊、定型辊三个部份组成。多支拉伸辊可以每支独立工作,也可以几支组合分成多组后并联分组工作,根据基膜产品不同工艺要求,可以随意自定义为1-11段拉伸方式。
2、大包角拉伸:为了降低基膜在拉伸过程中因为拉伸张力原因,基膜与辊面因为接触面不够而形成相对位移,从而使得拉伸失控,所形成膜纤维组织结构发生杂乱无絮变化。再者因膜与加热辊面接触面积加大,对基膜受热有很大提升。
3、短距离拉伸:短距拉伸方式有效提升拉伸后纤维结构分布均匀精细化程度以及基膜孔隙率,减少内部纤维丝断裂状况。基膜在不同的温度情况下采用相对应的拉伸比例,以有效提升基膜品质。
4、开放式智能拉伸比:根据产品工艺要求,基膜在不同的温度与不同的拉伸辊位,可以设定智能或自定义两种方式拉伸比例(1-11段拉伸方式),以达到效果,拉伸比例会自动运算、反向运算与数据显示。
5、多辊间传输速率:为了有效提升基膜拉伸品质与稳定性,防止拉伸辊偷跑、超跑等现象发生,而对拉伸基膜造成不良影响,采用高频、高速传输模组{Ether CAT(100M/s)(台湾)}配合伺服电机与高精密行星减速机(日本),以达到自反馈、自校准、自执行的智能功能,实现无死角的无缝对接高速传输模式。
6、悬臂拉伸辊跳动精密度:在拉伸过程中,拉伸辊自转的运行跳动会对基膜形成张、弛状态,从而破坏了膜体内的纤维有效拉伸预期结构。因实际操作需要,采用悬臂辊单头传动拉伸方式设计,尽量降低拉伸辊自转的跳动范围,以提升基膜拉伸状况。
7、滚动部位自润滑系统:为了保证机器运行稳定,减少外部因素对拉膜的影响,涉及滚动部位轴承全部安装管道式注油系统,在设定参数的情况下可以设定注油周期定期向轴承位加注润滑油,以确保运动辊的运行长期精度。
8、智能恒张力中心收、放带:因外部拉力、摩擦等均会对膜面与膜内纤维结构造成一定的破坏。根据产品实际的抗拉伸强度而设定收、放带相应力矩,以保障智能恒张力状况下,采用主动送料与被动拉料自动切换调节方式,达到基膜线切方式实现恒力矩,保障基膜不受此外界因素影响。
9、每支辊独立温度控制:基膜在不同的温度下展现出其不同的原料特性,设计有多支拉伸加热辊,每支辊的温度都可以独立设定,以满足不同产品与工艺要求。
10、辊温精度:因聚四氟乙烯原料特性对温度相当敏感,针对此类特性,采用高精密独立温控模组,采取点对点的温控方式,使其每支加热辊温控精度控制在+/- 1℃。
11、炉体辅助加温双区:基膜在拉伸过程中不仅对接触位辊面温度要求比较高,而且对炉体内环境温度要求也是很高,因此基膜在炉体内不同的加热辊位环境区,设计有不同的辅助加热区,且炉温独立可控,以提供基膜在拉伸过程中除了辊温外所需要的环境温度。
12、炉内热风循环功能:将炉内上部高温气体循环至下部辅助加温处,来协调炉体内温度可控、均恒。因辊加热、辅助加热等形成拉伸区炉体内环境温度不均匀,空气在温差作用下,高温气体上浮而集中在炉体上部,从而形成炉内温度上高下低现象,而且会形成热辐射,这样会对产品产生影响。
13、升、降温拉伸辊自转功能:在开机后,加热打开,当加固热辊温度(预设)达到一定的情况下,辊会自动开启自转保护功能,以保证拉伸辊的精密度长期稳定性。拉伸辊因高温与自重原因,会造成微量形变,为了克服此类情况对设备带来不稳定因素。关机降温也是同样的道理自转保护。
14、基膜逐步冷却功能:基膜需经过逐步降温以达到常温,能避免拉好的基膜因热变而造成的不稳定性。因基膜在炉体内经过高温拉伸,出来后仍处理高温状态,存在热变风险。
15、智能纠偏收带:根据产品不同的收卷要求,客户可以自选定智能纠偏与不纠偏方或收卷。
16、智能数据采集:设备根据设定、运行状况,将工作中的数据自动、实时上传至物联网服务端,以方便技术部进行数据分析与案例存档。